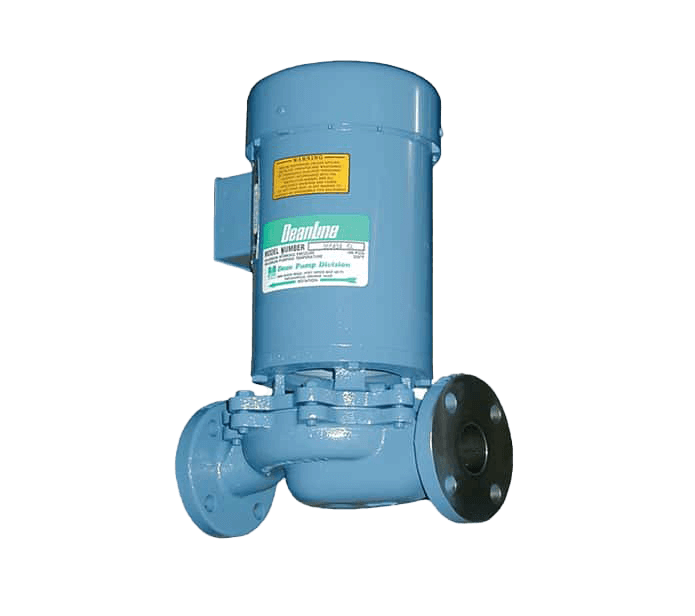
The DeanLine Series Industrial Inline Pump is an industrial inline pump specifically engineered for applications where space is limited, without compromising on performance.
Its compact design makes it a versatile choice for confined industrial settings, and it delivers high-efficiency operation across a range of fluid handling tasks.
Whether you’re dealing with corrosive chemicals or high-temperature fluids, the DeanLine Series excels in maintaining smooth, continuous operation with minimal downtime. Built with durability in mind, this pump is designed to reduce maintenance costs and enhance system reliability.

The CNV Series Inline Process Pump is a robust inline process pump that’s ideal for heavy-duty industrial applications. Its design emphasizes consistent performance in challenging environments where handling tough fluids and maintaining high-pressure operations are critical.
This pump offers exceptional longevity and reliability, making it a go-to choice for industries requiring robust fluid transfer solutions under strenuous conditions.
The CNV Series is also engineered for energy efficiency, ensuring that operations remain cost-effective while maximizing output.

The DL Series High Temperature Inline Pumps is specifically crafted for extreme high-temperature applications where conventional pumps might fail.
Capable of handling fluids at temperatures up to 850°F (455°C), these inline pumps are perfect for processes involving heat transfer oils, steam condensates, and other high-temperature liquids.
The DL Series is engineered to provide reliable, long-term service in thermal oil systems, refineries, and other high-heat industries. Their advanced sealing technology and high-performance materials ensure that the pumps maintain their integrity and efficiency, even under extreme temperature fluctuations.
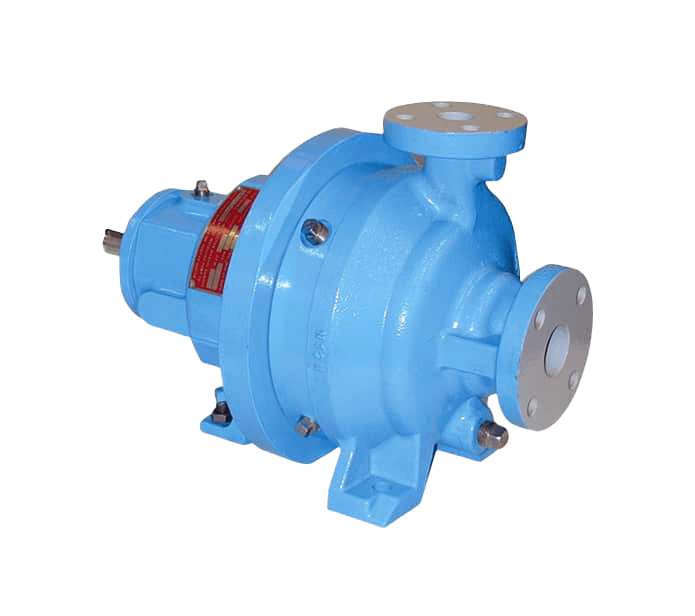
The M300 Series Magnetic Drive ANSI Chemical Process Pump represents cutting-edge technology with its magnetic drive ANSI chemical process pump design, offering a sealless system that virtually eliminates the risk of leaks and hazardous emissions. This feature is especially valuable in handling volatile or toxic chemicals.
The M300 Series is built for environments where zero leakage is critical, such as chemical processing plants, pharmaceuticals, and food manufacturing. Its magnetic drive reduces maintenance by eliminating mechanical seals, which are often the most vulnerable part of a pump system. This makes it an eco-friendly and cost-effective solution for any industry needing a dependable, high-performance pump.

The pHP Series Self-Priming Chemical Process Pump is a versatile self-priming chemical process pump that is designed to efficiently handle a variety of chemicals, slurries, and fluids across industrial processes.
Its self-priming capability allows the pump to maintain continuous operation even after the initial startup, significantly reducing downtime and ensuring smoother processes. The pHP Series is especially useful in operations where the fluid levels might vary, such as in sumps or tanks that are not always fully primed.
It is built to handle abrasive and corrosive materials while ensuring optimal performance and longevity, making it a reliable solution for industries such as wastewater treatment, chemical processing, and food production.
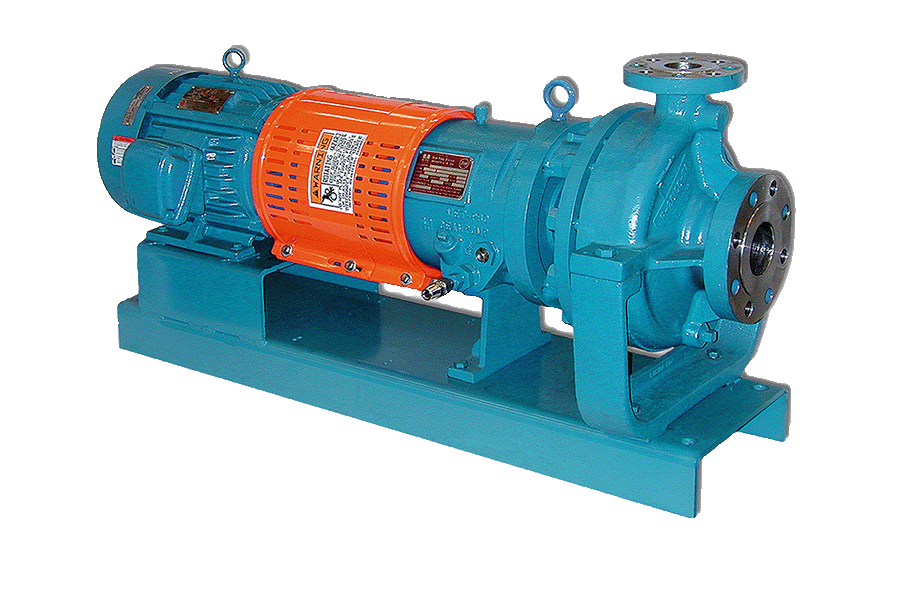
The R4000 Series Heavy Duty Process Pump is designed for the most demanding industrial applications. It features a robust design that ensures durability and consistent performance, even in the most severe conditions.
Built to withstand the rigors of high-pressure and high-temperature operations, this pump is ideal for industries such as petrochemical, power generation, and oil refining.
The R4000 Series offers excellent mechanical integrity and fluid transfer efficiency, helping industries maintain operational reliability while minimizing energy consumption. Its ability to handle aggressive fluids and challenging process environments makes it a valuable asset in heavy-duty processing plants.
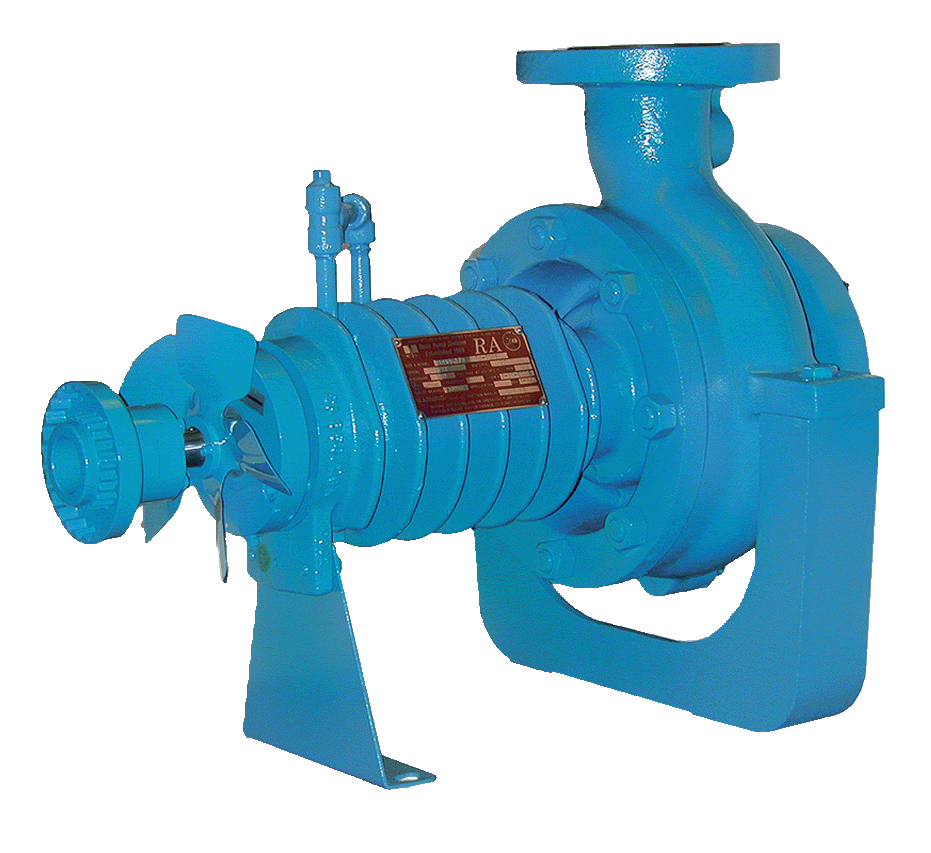
The RA Series Air Cooled Thermal Liquid/Hot Oil Pumps of air-cooled thermal liquid/hot oil pumps provides an advanced solution for heat transfer applications without the need for additional cooling systems.
These pumps are specifically designed to handle high-temperature fluids, such as hot oils and thermal liquids, used in industries like petrochemical, oil refining, and manufacturing.
The RA Series' air-cooled design eliminates the need for water cooling, reducing operational costs and simplifying installation. With its ability to withstand extreme temperatures while maintaining exceptional efficiency, this series is ideal for applications requiring reliable heat management in compact or remote setups.







